

















En el vasto panorama de la construcción, el calor extremo, la intensa radiación ultravioleta y, en ciertas regiones costeras, los entornos caracterizados por alta humedad y salinidad, plantean desafíos excepcionalmente rigurosos para los materiales de construcción. Como profesionales con amplia experiencia en la industria del acero y los materiales de construcción, escuchamos con frecuencia una queja recurrente de nuestros clientes africanos: poco después de la instalación, sus láminas de techo onduladas o componentes de acero estructural comienzan a sufrir descamación del zinc y formación de óxido.
Como es ampliamente reconocido en la industria, el acero sin protección es propenso a la corrosión rápida por oxidación causada por el agua y el oxígeno; el galvanizado por inmersión en caliente soluciona este problema creando una unión metalúrgica entre el zinc y el sustrato de acero, formando así una barrera protectora indestructible. El zinc no solo sirve como escudo físico, sino que también actúa como un "ánodo de sacrificio", corroyéndose preferentemente para proteger el sustrato de acero subyacente. Sin embargo, en aplicaciones prácticas, ¿por qué algunos... bobinas de acero galvanizado ¿Siguen presentando un desprendimiento y descamación generalizados del zinc?
La respuesta reside en cada detalle de la línea de producción. Hoy, le invitamos a conocer las instalaciones de producción de BOMIS para un análisis exhaustivo de todo el proceso de fabricación de bobinas galvanizadas por inmersión en caliente (HDG), que abarca el desenrollado, el decapado, el recocido, la galvanización, la pasivación y el rebobinado. Acompáñenos para descubrir cómo BOMIS, mediante estándares de procesamiento y medidas de control de calidad excepcionalmente rigurosos, resuelve eficazmente el problema del desprendimiento de zinc que afecta al mercado africano, abordando la cuestión desde su origen.
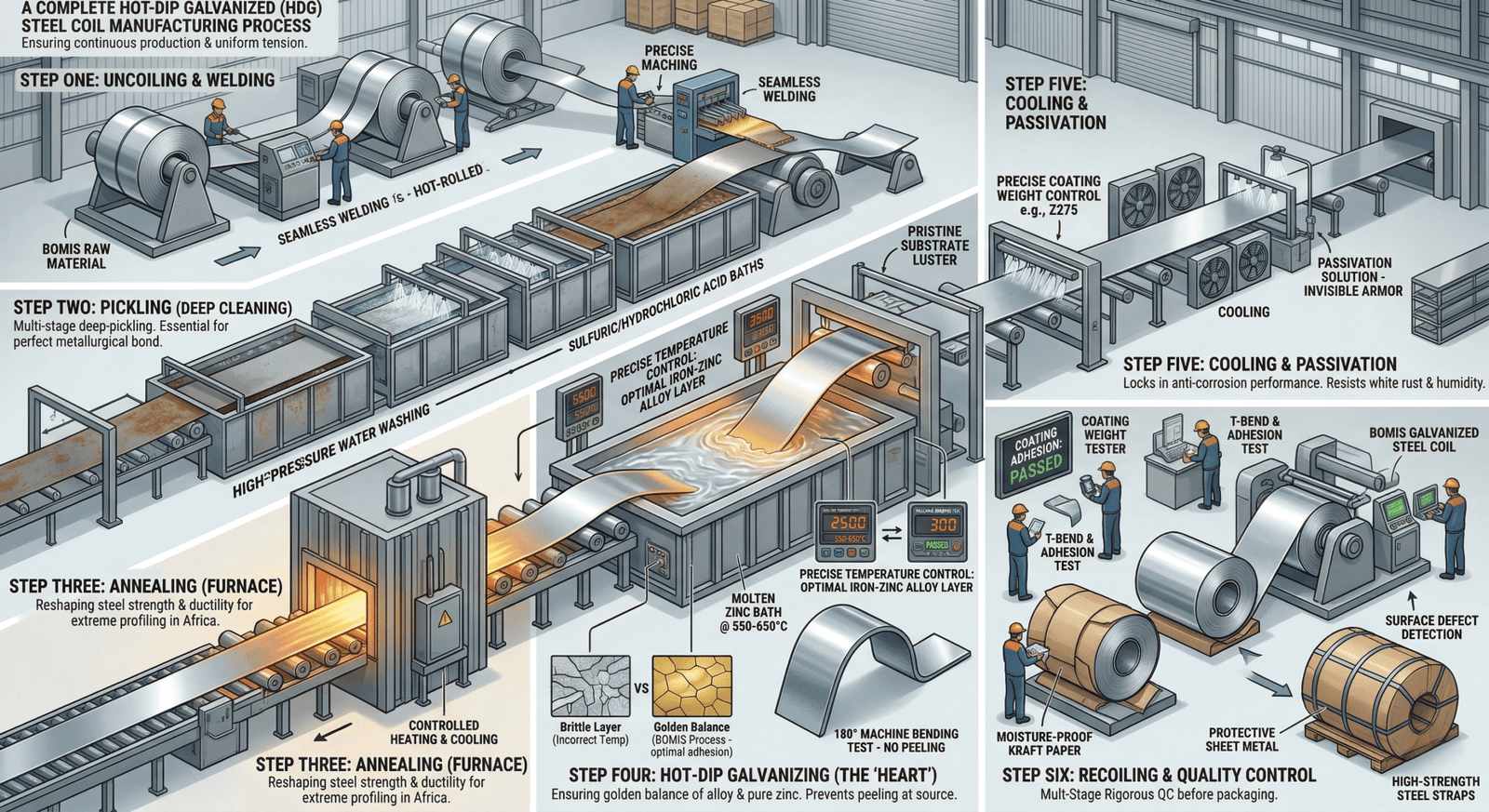
Paso 1: Desenrollado y soldadura: el punto de partida de la producción continua.
The initial stage of the production line involves loading the raw material—high-quality hot-rolled or cold-rolled steel coils—onto an uncoiler for unwinding. To ensure the galvanizing line operates continuously and at a steady pace, we must execute a high-precision, seamless weld to join the tail end of the preceding steel strip to the lead end of the subsequent one. This critical step establishes the foundation for ensuring that the steel strip experiences uniform tension and stress as it traverses through the various treatment tanks downstream.
Paso 2: Decapado: el “arma secreta” de BOMIS para eliminar el descascarillado del zinc.
En su afán por alcanzar altas velocidades de producción, muchas plantas de fabricación suelen descuidar la limpieza de la superficie. Sin embargo, BOMIS se basa en un principio fundamental: “Nunca se podrá lograr un recubrimiento duradero sobre una superficie sucia”.”
Durante la etapa de decapado, la tira de acero se sumerge en tanques que contienen soluciones de ácido sulfúrico o clorhídrico diluidos, formuladas con precisión. El objetivo principal de este paso es eliminar por completo la cascarilla de laminación, el óxido y los aceites de laminación residuales de la superficie del acero. En BOMIS, la minuciosidad de nuestro proceso de decapado supera con creces los estándares promedio de la industria. Empleamos un proceso de decapado profundo en varias etapas y lavado con agua a alta presión para garantizar que la superficie del sustrato alcance un brillo metálico absolutamente impecable. Solo cuando el sustrato está impecablemente limpio, el zinc fundido posterior puede formar una unión metalúrgica perfecta con el acero, requisito fundamental para evitar el desprendimiento generalizado del recubrimiento de zinc posteriormente.
Paso 3: Recocido: Remodelación de la resistencia y la elasticidad del acero.
Tras las etapas de tratamiento preliminar, la tira de acero suele tener una dureza relativamente alta, lo que la hace inadecuada —en su estado bruto— para satisfacer las demandas de los clientes africanos que requieren el prensado de corrugados complejos. láminas para techos. Dentro del horno de recocido, la tira de acero se calienta a una temperatura específica y posteriormente se somete a un proceso de enfriamiento gradual y controlado. Este procedimiento elimina eficazmente las tensiones residuales internas de la tira de acero, mejorando significativamente su ductilidad y tenacidad. Gracias a este proceso de recocido impecable, las bobinas de acero pueden estamparse, doblarse y moldearse localmente en África sin sufrir fracturas frágiles ni agrietamiento.
Paso 4: Galvanizado por inmersión en caliente: la magia del control preciso de la temperatura a 550–650 °C.
Este es el punto clave de todo el proceso de producción. La tira de acero se sumerge a velocidad constante en un baño de zinc fundido. En esta etapa crítica, el control preciso de la temperatura del baño de zinc es el factor decisivo para la correcta adhesión —y, por lo tanto, la integridad— del recubrimiento de zinc.
Para abordar el problema generalizado en el mercado del desprendimiento de zinc durante el procesamiento posterior, BOMIS mantiene un nivel de precisión excepcionalmente alto en el control de la temperatura del baño de zinc dentro del rango de 550 °C a 650 °C.
¿Por qué insistir con tanto rigor en este rango de temperatura específico? Si la temperatura es demasiado baja, el zinc fundido presenta una fluidez deficiente; esto no solo resulta en un espesor de recubrimiento irregular, sino que también compromete la resistencia de la unión. Por el contrario, si la temperatura es demasiado alta o se descontrola, la capa de aleación de hierro-zinc que se forma entre el sustrato de acero y el recubrimiento de zinc crecerá excesivamente; esto hace que todo el recubrimiento sea extremadamente frágil, provocando que se fracture o agriete instantáneamente cuando el material se doble o se le dé forma posteriormente.
Mediante este control preciso y constante de la temperatura, dentro del rango de 550–650 °C, BOMIS garantiza que la proporción entre la capa de aleación de hierro-zinc y la capa protectora de zinc puro alcance un equilibrio óptimo. Incluso al someterse a un riguroso doblado de 180 grados en las fábricas de nuestros clientes en África, el recubrimiento de zinc permanece firmemente adherido al sustrato de acero. Esto elimina de forma eficaz y completa, desde el origen, el desprendimiento y la descamación de la capa de zinc, un problema recurrente para nuestros clientes africanos.
Paso 5: Enfriamiento y pasivación (postratamiento): fijación del rendimiento anticorrosión.
Tras salir del crisol de zinc, el exceso de zinc fundido se elimina con precisión mediante chorros de aire para controlar el peso final del recubrimiento (por ejemplo, cumpliendo con las normas internacionales Z275, G90 o G60). Posteriormente, la tira de acero entra en la fase de enfriamiento, lo que permite que la capa de zinc se solidifique por completo.
A continuación, se realiza el tratamiento de pasivación crítico. Aplicamos una solución de pasivación química especializada de manera uniforme sobre la superficie del recubrimiento de zinc. Esta “armadura” invisible y transparente sella eficazmente la humedad atmosférica, mejorando así significativamente la resistencia a la corrosión. Garantiza que steel coils No desarrollan fácilmente el antiestético "óxido blanco" durante los largos viajes de transporte marítimo internacional ni mientras están almacenados en los entornos costeros de alta humedad de África.
Paso 6: Retroceso y control de calidad multietapa BOMIS
En BOMIS, un producto que sale de la línea de producción marca solo el comienzo del proceso. Cada lote de bobinas de acero destinadas a África debe someterse al riguroso sistema de inspección de calidad estandarizado de BOMIS:
Prueba de peso del recubrimiento: Nos adherimos estrictamente a las normas internacionales, como ASTM, utilizando instrumentos de precisión para medir el espesor de la capa de zinc. BOMIS se compromete a entregar “mano de obra y materiales completos”, sin falsear ni inflar jamás el peso real del recubrimiento de zinc.
Prueba de flexión en T y adhesión: Esta prueba simula los escenarios de flexión y perfilado más extremos a los que se enfrentan nuestros clientes. Doblamos y aplanamos las muestras de prueba; si se desprende algún recubrimiento de zinc al someterlas a una prueba de adhesión con cinta adhesiva, se rechaza inmediatamente todo el lote.
Inspección exhaustiva de la superficie y el aspecto: La detección automatizada de defectos superficiales de alta velocidad se combina con una reinspección manual para identificar y eliminar imperfecciones como zonas sin recubrimiento o marcas de zinc.
Finalmente, las bobinas de acero aprobadas se envuelven en papel kraft a prueba de humedad, se recubren con chapa metálica protectora y se sujetan firmemente con flejes de acero de alta resistencia para garantizar que lleguen a las instalaciones de nuestros clientes completamente intactas durante el transporte.



