

















Across the vast landscape of construction, extreme heat, intense ultraviolet radiation, and—in certain coastal regions—environments characterized by high humidity and salinity pose exceptionally rigorous challenges for building materials. As professionals deeply rooted in the steel and building materials industry, we frequently hear a recurring complaint from our African clients: shortly after installation, their corrugated roofing sheets or structural steel components begin to suffer from zinc peeling and rust formation.
As is widely acknowledged within the industry, unprotected steel is prone to rapid corrosion through oxidation caused by water and oxygen; Hot-dip Galvanizing addresses this by creating a metallurgical bond between the zinc and the steel substrate, thereby forming an indestructible protective barrier. Zinc serves not only as a physical shield but also acts as a “sacrificial anode,” corroding preferentially to safeguard the underlying steel substrate. Yet, in practical applications, why do some galvanized steel coils still exhibit widespread zinc peeling and flaking?
The answer lies in every minute detail of the production line. Today, we invite you to step inside the BOMIS production facility for an in-depth breakdown of the entire Hot-Dip Galvanized (HDG) coil manufacturing process—spanning uncoiling, pickling, annealing, galvanizing, passivation, and recoiling. Join us to discover how BOMIS, through exceptionally rigorous processing standards and quality control measures, effectively resolves the zinc-peeling dilemma facing the African market—tackling the issue right at its source.
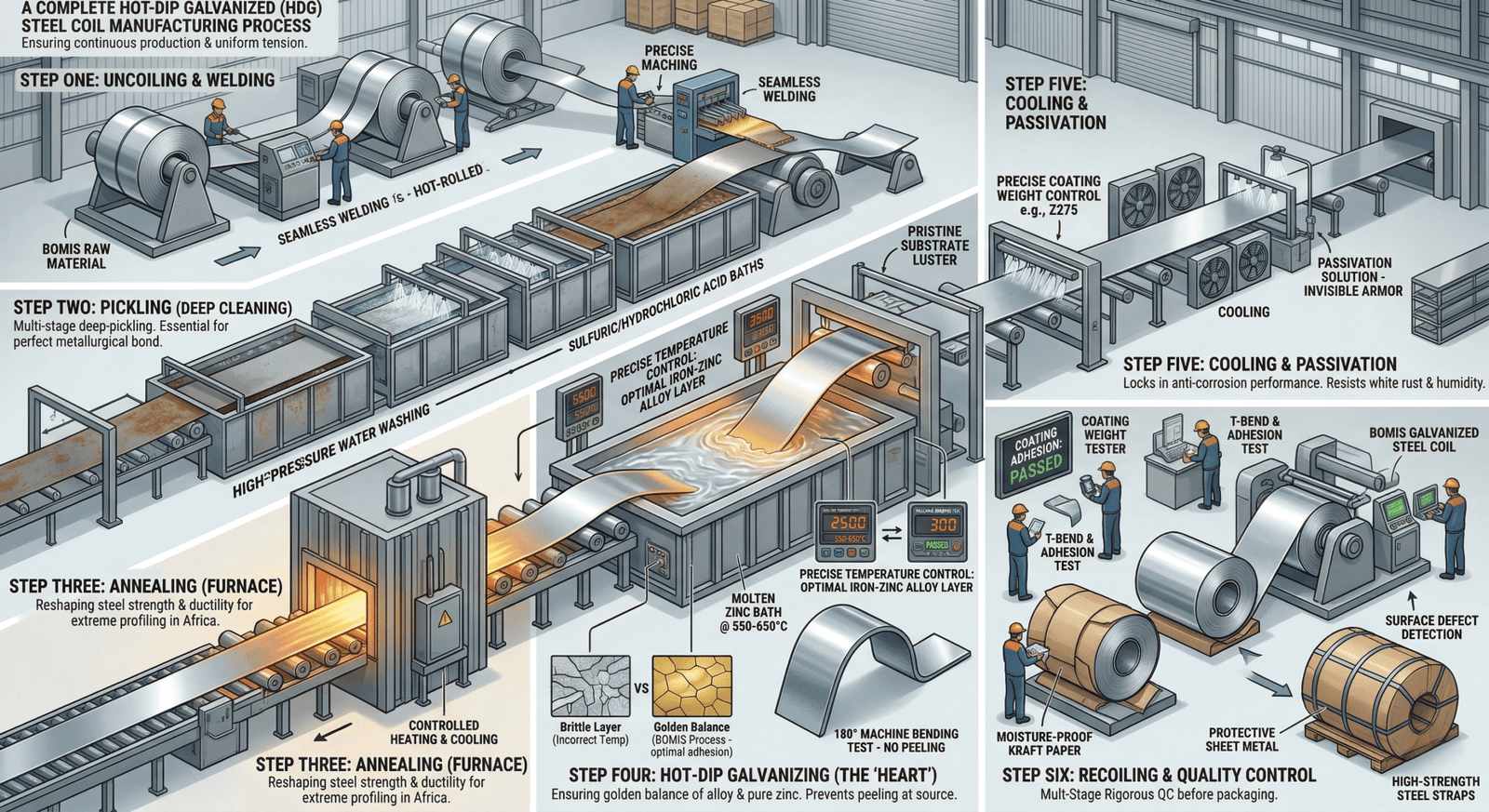
Step 1: Uncoiling & Welding — The Starting Point of Continuous Production
The initial stage of the production line involves loading the raw material—high-quality hot-rolled or cold-rolled steel coils—onto an uncoiler for unwinding. To ensure the galvanizing line operates continuously and at a steady pace, we must execute a high-precision, seamless weld to join the tail end of the preceding steel strip to the lead end of the subsequent one. This critical step establishes the foundation for ensuring that the steel strip experiences uniform tension and stress as it traverses through the various treatment tanks downstream.
Step 2: Pickling — BOMIS’s “Secret Weapon” for Eliminating Zinc Peeling
Many manufacturing facilities, in their pursuit of high production speeds, often cut corners during the surface cleaning phase. However, BOMIS operates on a fundamental principle: “You can never achieve a durable coating on a dirty surface.”
During the pickling stage, the steel strip is immersed in tanks containing precisely formulated solutions of dilute sulfuric acid or hydrochloric acid. The primary objective of this step is to thoroughly remove mill scale, rust, and residual rolling oils from the steel surface. At BOMIS, the thoroughness of our pickling process far exceeds industry average standards. We employ a multi-stage deep-pickling and high-pressure water-washing process to ensure the substrate surface achieves an absolutely pristine, metallic luster. Only when the substrate is impeccably clean can the subsequent molten zinc form a perfect “metallurgical bond” with the steel—the fundamental prerequisite for preventing widespread peeling of the zinc coating later on.
Step 3: Annealing — Reshaping the Steel’s Strength and Resilience
Following the preliminary treatment stages, the steel strip typically possesses a relatively high hardness, rendering it unsuitable—in its raw state—for meeting the demands of African clients who require the pressing of complex corrugated roofing sheets. Inside the annealing furnace, the steel strip is heated to a specific temperature and subsequently subjected to a controlled, gradual cooling process. This procedure effectively eliminates internal residual stresses within the steel strip, thereby significantly enhancing its ductility and toughness. Thanks to this flawless annealing process, the steel coils can be stamped, bent, and formed into shape locally in Africa without succumbing to brittle fracture or cracking.
Step 4: Hot-Dip Galvanizing — The Magic of Precise Temperature Control at 550–650°C
This constitutes the “heart” of the entire production process. The steel strip is immersed at a constant speed into a bath of molten zinc. In this critical stage, the precise control of the zinc bath temperature is the decisive factor determining the ultimate adhesion—and thus the integrity—of the zinc coating.
To address the prevalent market issue of zinc detachment during subsequent processing, BOMIS maintains an exceptionally high level of precision in controlling the zinc bath temperature within the 550°C to 650°C range.
Why insist so rigorously on this specific temperature range? If the temperature is too low, the molten zinc exhibits poor fluidity; this not only results in an uneven coating thickness but also compromises the bonding strength. Conversely, if the temperature is too high or spirals out of control, the iron-zinc alloy layer formed between the steel substrate and the zinc coating will grow excessively large; this renders the entire coating extremely brittle—causing it to fracture or crack instantly—when the material is subsequently bent or formed into shape.
Through this precise, constant-temperature control within the 550–650°C range, BOMIS ensures that the ratio between the iron-zinc alloy layer and the pure zinc protective layer achieves an optimal, “golden” balance. Even when subjected to rigorous 180-degree machine bending at our clients’ factories in Africa, the zinc coating remains firmly bonded to the steel substrate. This effectively and comprehensively eliminates—right at the source—the peeling and flaking of the zinc layer, a persistent headache for our African customers.
Step 5: Cooling & Passivation (Post-Treatment) — Locking in Anti-Corrosion Performance
After emerging from the zinc pot, any excess molten zinc is precisely removed using air knives to control the final coating weight (e.g., meeting international standards such as Z275, G90, or G60). Subsequently, the steel strip enters the cooling phase, allowing the zinc layer to fully solidify.
Next comes the critical passivation treatment. We apply a specialized chemical passivation solution uniformly across the surface of the zinc coating. This invisible, transparent “armor” effectively seals off atmospheric moisture, thereby significantly enhancing corrosion resistance. It ensures that the steel coils do not easily develop unsightly “white rust” during the long journey of international maritime shipping or while stored in the high-humidity coastal environments of Africa.
Step 6: Recoiling & BOMIS Multi-Stage Quality Control
At BOMIS, a product rolling off the production line marks only the beginning of the process. Every batch of steel coils destined for Africa must undergo the rigorous BOMIS standardized quality inspection system:
Coating Weight Test: We strictly adhere to international standards, such as ASTM, using precision instruments to measure the thickness of the zinc layer. BOMIS pledges to deliver “full workmanship and full materials,” never misrepresenting or inflating the actual zinc coating weight.
T-Bend & Adhesion Test: This simulates the most extreme bending and profiling scenarios encountered by our customers. We fold and flatten test samples; if any zinc coating peels off when subjected to a tape adhesion test, the entire batch is immediately rejected.
Comprehensive Surface & Appearance Inspection: High-speed automated surface defect detection is combined with manual re-inspection to identify and eliminate flaws such as uncoated spots or zinc scars.
Finally, the approved steel coils are wrapped in moisture-proof kraft paper, encased in protective sheet metal, and securely bound with high-strength steel straps to ensure they arrive at our customers’ facilities completely undamaged during transit.



